

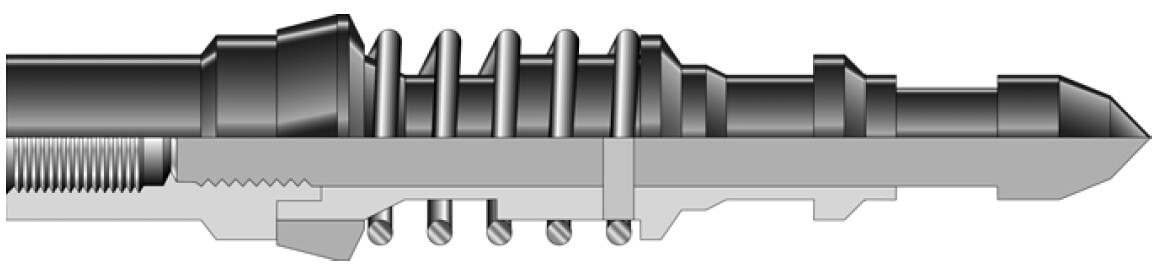

9 1/2 "एक्स 5-1 / 4" ऑयल कोर बैरल के साथ सुरक्षा संयुक्त, इनर बैरल एडजस्टमेंट सुविधाएं
एचटी और एचडी सीरीज कोर बैरल
एचटी और एचडी हेवी-ड्यूटी कोर बैरल उच्च टोक़ के लिए विकसित किए गए थे, जो अत्यधिक विचलन वाले छेदों में लंबे फुटेज कोरींग थे। उन्होंने क्रमशः 2-1 / 8 'और 5-1 / 8' व्यास कोर काट दिया। उच्च संरचनात्मक मिश्र धातु इस्पात टयूबिंग का ठोस रूप से निर्माण, मुख्य बैरल में एक सुरक्षा उपकरण संयुक्त परेशान है। एचडी बैरल उपकरण की ताकत बढ़ाने के लिए डबल मानक बाहरी ट्यूब धागा कनेक्शन को शामिल करता है। एचडी कोरिंग बैरल मानक 30 फुट लंबाई में उपलब्ध हैं। एचटी बाहरी ट्यूबों को 20 270ft (82 मीटर) की लंबाई में शामिल किया जा सकता है, और एचडी बाहरी ट्यूबों को 360 फीट (110 मीटर) तक लंबाई के रूप में जोड़ा जा सकता है। इन कोरिंग सिस्टम पूरी तरह से अभिन्न स्टेबलाइजर्स द्वारा स्थिर हो गए हैं।
सिस्टम आंतरिक ट्यूब लंबी दूरी समायोजन (एलडीए) प्रणाली का उपयोग करता है। वाइड एलडीए समायोजन रेंज कोर बिट के संबंध में भीतरी ट्यूब की सटीक रिक्ति की सुविधा देती है, आंतरिक ट्यूबों के थर्मल विस्तार के लिए क्षतिपूर्ति करती है।
विशेषताएं और लाभ
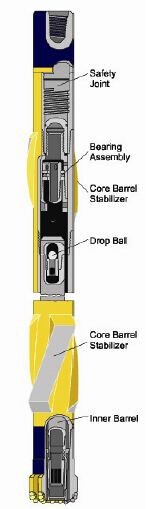
1. वैकल्पिक सुरक्षा संयुक्त विधानसभा एक टिकाऊ थ्रेडेड कनेक्शन प्रदान करती है जो कोर पुनर्प्राप्ति में तेजी लाने के लिए रिग फ्लोर पर आसानी से टूटा जा सकता है। मानक एचडी बैरल में एक शीर्ष उप है
घुमंतू विधानसभा में प्रवेश दर और चिकनी कोर वसूली बनाए रखने के लिए अधिकतम मुक्त रोटेशन की अनुमति है। कोर बैरल के माध्यम से मिट्टी का प्रवाह कोरिंग हाइड्रोलिक्स को नियंत्रित करने और संचलन को बनाए रखने के लिए अनुकूलित है।
स्वभावित बॉल बियरिंग्स के साथ कीचड़ झुका हुआ जोरदार असर सतह की लूब्रिकेटिंग उपकरणों की आवश्यकता को समाप्त करती है। बॉल बेयरिंग, नीचे छेद तापमान या दबाव से अप्रभावित, गर्म छेद या उच्च दबाव अनुप्रयोगों को सक्षम।
दबाव राहत प्लग ऑपरेटर को कोरिंग से पहले कोर बैरल के माध्यम से निर्धारित मात्रा को प्रसारित करने की अनुमति देता है, इससे पहले कि कोरिंग शुरू होने से पहले एक साफ इनर ट्यूब और छेद सुनिश्चित किया जा सकता है।
जब राहत प्लग में बैठा होता है, तो स्टील की बूंद गेंद आंतरिक ट्यूब के ऊपर बंदरगाहों के माध्यम से ड्रिलिंग तरल पदार्थ को बहती है, जिससे आंतरिक और बाहरी ट्यूबों के बीच कीचड़ का प्रवाह हो सकता है। यह मुख्य संदूषण को कम करता है और उचित सफाई और ठंडा करने के लिए बिट के संचलन को बनाए रखता है।
लम्बी दूरी समायोजन प्रणाली मूल सिर के ऊपर की ओर की ट्यूब के सही स्थान को सक्षम बनाता है। एल्यूमीनियम या फाइबरग्लास इनर ट्यूबों का उपयोग करते समय समायोजन की एक विस्तृत श्रृंखला आसानी से अंतर थर्मल विस्तार के लिए मुआवजा देती है।
इनर ट्यूब स्टेबलाइजर्स इष्टतम स्थिरीकरण और आंतरिक बैरल की बेहतर कठोरता प्रदान करते हैं, जब लम्बी कोर बॅरल कॉन्फ़िगर होते हैं।
बाहरी ट्यूब स्टेबलाइजर्स, कोर बैरल / बाहरी ट्यूब संपर्क को अच्छी तरह से दीवार के खिलाफ कम करने के लिए एक रिबैड सब प्रदान करते हैं, जो कि अंतर के जोखिम को कम करते हैं और उपकरण जीवन का विस्तार करने के लिए समय से पहले कोर बैरल पहनते हैं।
वैकल्पिक कोर जाम सूचक स्टैंडपाइप में वृद्धि के कारण ठेला कोर की तत्काल जांच की अनुमति देता है। सतह पर दबाव, यह सुनिश्चित करने के लिए कि कोर मिलिंग के कारण नहीं खोए जाते, पायलट प्रकार के आंतरिक ट्यूब जूता स्टेबलाइजर्स को कोर बिट या बिट एंड असर के खिलाफ भीतरी ट्यूब के निचले अंत होते हैं और कैचर में मुख्य गाइड करने के लिए एक पायलट के रूप में कार्य करता है। कोर जेमिंग की कमी अनुमानित है।
टंगस्टन कार्बाइड धैर्य आईडी वाला मानक स्प्रिंग कोर कैचर समेकित कोर पर उत्साहित करता है। नीचे की तरफ स्ट्रिंग खींचते समय, वसंत पकड़ने वाला यंत्र तोड़ देगा और सतह पर बैरल को पुनः प्राप्त करते समय उसका नुकसान रोकेगा।
एचडी बैरल 90 डिग्री से अधिक छेद झुकावों में मोटर कोलिंग अनुप्रयोगों में इस्तेमाल करने के लिए डिज़ाइन किया गया है
ऑपरेशन
ए उपयोग करने से पहले काम की तैयारी और जांच।
1. यकीन है कि वहाँ धातु मछली या दूसरों को मुश्किल नहीं कर रहे हैं होना चाहिए।
2. Coring बैरल के बारे में जांच
• सुरक्षा धागा और सुरक्षा उप के घर्षण रिंग को बरकरार होना चाहिए और सभी सील-ओ-रिंग को क्षतिग्रस्त नहीं होना चाहिए।
• कुंडा विधानसभा को सुचारू रूप से चालू किया जाना चाहिए।
• ऐसे विकृति और दोष नहीं होते हैं जो आंतरिक या बाहरी बैरल की ताकत को प्रभावित करते हैं, जो पेंच धागा बरकरार होना चाहिए।
• मुख्य पकड़ने वाला इस्तेमाल किया जाना चाहिए उचित लोच होना चाहिए। वेल्डिंग परत के टंगस्टन कार्बाइड अनाज समान आकार का होना चाहिए और परत का चेहरा सपाट होना चाहिए।
• स्टेबलाइजर का ओडी कोरिंग बिट से अधिक नहीं होना चाहिए, लेकिन इसकी तुलना में चार मिलीमीटर छोटा नहीं होना चाहिए।
3. कोर बैरल कोडांतरण
• जब कोर बैरल इकट्ठा किया जाता है, तो स्टील की गेंद को इसमें नहीं लगाया जाता है। बैरल के ठीक बाद में चलने के बाद और एक ही समय में धो लें, सीट पर आंतरिक छेद के माध्यम से गेंद में डाल दें और फिर कोर ड्रिल करना शुरू करें।
• कोर ग्रिपर असेंबली को आंतरिक बैरल धागे को बाहरी ट्यूब धागे के साथ लिफ्ट निप्पल द्वारा अच्छी तरह से साइट पर कम स्थिरता (या अंतर निप्पल) के लिए उठाएं। बाहरी ट्यूब कोरींग बिट से जुड़ा हुआ है और अच्छी तरह से छेद में लगाया जाता है जैसे ड्रिल कॉलर में ट्रिपिंग करते समय यह सुरक्षा फिसल जाता है।
• चक द्वारा आंतरिक बैरल दबाना इसे बाहर की बैरल के शीर्ष पर बैठो और लिफ्ट निप्पल से स्क्रू करें। उपरोक्त तरीके से चयनित आंतरिक बैरल और एक दूसरे के बाहर बैरल कनेक्ट करें आंतरिक बैरल को चेन टिफों द्वारा मजबूती से खराब कर दिया गया है
रिग पर सुरक्षा उप और मंडल असेंबली के बाद भीतरी ट्यूब के शीर्ष से जुड़े हैं, स्ट्रिप चक और आंतरिक बैरल को कम करने के लिए सुरक्षा उपरोक्त धागे पिन को बाहरी बैरल के थ्रेड बॉक्स से जोड़ा जाना है।
• आंतरिक ट्यूब जूता पायलट प्रकार के नीचे बिट के भीतर के कंधे से 8 से 13 मिमी के अलावा, अन्यथा लंबी दूरी समायोजन की जांच करें
बी ऑपरेशन
1. यात्रा पर शांति का संचालन करें और हिंसक तरीके से झूलते हुए उपकरण को रोकने के लिए अचानक शक्ति को रोकें।
2. धीमी गति से उपकरण चलाते समय यह मुख्य सीट, डगलग या संकीर्ण बोरहोल को पूरा करता है, इसमें ट्रिपिंग के दौरान। अगर यह बंद हो जाता है, तो शोर बिट के साथ फिर से बोरहोल को फिर से छिड़कना चाहिए।
3. जब उपकरण रेत प्लग (या अन्य में गिरने वाले) द्वारा बंद कर दिया जाता है, तो इसे धोने के लिए एक ही समय में कीचड़ का प्रसार करना और ड्रिलिंग उपकरण चालू करना चाहिए।
4. ठीक से नीचे के उपकरण पर चलने के बाद, कीचड़ को पूरी तरह से आंतरिक बैरल और अच्छी तरह से नीचे धोने के लिए प्रसारित करें, और फिर संवेदनशीलता समायोजन करें।
5. रिवर्स दिशा में अचानक घूम रहा सुरक्षा को रोकने से रोकने के लिए अनुमति नहीं है।
सी कोरिंग ऑपरेशन
लोअर ड्रिलिंग स्ट्रिंग धीरे धीरे कोलिंग बिट को अच्छी तरह से नीचे के नीचे स्पर्श करने दें। रन का परीक्षण करने के लिए कम सीमित गति और कम ड्रिलिंग दबाव (लगभग 5 के.एन.) अपनाना। टूल को आसानी से चलाएं, जब तक कि नीचे के आकार के साथ अच्छी तरह से मेल खाए जाएं और फिर अनुशंसित डेटा के लिए धीरे-धीरे कोरिंग तकनीक मापदंडों को समायोजित करें।
डी कोरिंग ऑपरेशन
1. ड्रिल को नियमित रूप से खिलाया जाना चाहिए और ड्रिल के दबाव को धीरे-धीरे बढ़ाना चाहिए ताकि आंशिक पर्ची से बचें।
2. बड़े ड्रिलिंग दबाव के तहत ड्रिल स्ट्रिंग को कड़ाई से चलाने के लिए दबाए गए।
3. ड्रिल फीड सिर ड्रिलर द्वारा संचालित किया जाना चाहिए या असाइन किए गए विशेष व्यक्ति द्वारा।
4. परिसंचारी और ड्रिलिंग को आमतौर पर कोरिंग ऑपरेशन में नहीं ढंकना चाहिए, जबकि कोरिंग बिट अच्छी तरह से नीचे नहीं छोड़ेगा जब तक कि कोई दुर्घटना न हो।
ई कोरिंग ऑपरेशन की सूचना
1. कोरिंग ऑपरेशन के दौरान घूर्णी गति और पंप दबाव आदि का ध्यान। जब अनियमित परिवर्तन होता है, तो उसे सख्ती से निपटना चाहिए।
2. अगर पंप दबाव धीरे-धीरे बढ़ता है और घूमती गति एक ही समय में घट जाती है, लेकिन ड्रिल स्ट्रिंग उठाने के समय पंप दबाव सामान्य होने पर, कोटिंग बिट सामान्य स्थिति में फटा हुआ पहना जाता है और आपको कोर काट देना चाहिए और फिर बाहर की यात्रा करना चाहिए।
3. अगर पंप दबाव अचानक बढ़ता है और घूमती गति कम हो जाती है, तो यह स्थिति साबित करती है कि कोरिंग बिट नरम गठन में चला जाता है और मिट्टी से लपेटा जाता है और फिर आपको ड्रिलिंग का दबाव समायोजित करना चाहिए।
4. यदि पंप दबाव बढ़ता है और घूमती गति बदलती नहीं है, लेकिन ड्रिल स्ट्रिंग को उठाने के समय पंप के दबाव में कमी नहीं होती है, तो कई स्थितियों में बिट के पानी का छेद अवरुद्ध होता है। यदि यह स्थिति साफ नहीं हो पाती है, तो उसे कोर काटने और बाहर की यात्रा करना चाहिए।
5. पंप दबाव बड़ा लहराया है जबकि घूर्णी गति अब तेज है, अब धीमा है। इसका कारण यह है कि कड़ी मेहनत को मुलायम के साथ मिलाया जाता है और ड्रिलिंग का दबाव समायोजित किया जाना चाहिए।
6. पंप दबाव कम हो जाता है, जबकि घूर्णन गति स्पष्ट रूप से घट जाती है और कोरिंग ऑपरेशन में कोई ड्रिलिंग फुटेज भी नहीं है।
एफ कोर ब्रेकिंग और एकल पाइप कनेक्टिंग
1. भार सूचक गेज का पालन करने के लिए ध्यान देने के साथ कोर ब्रेकिंग के समय धीमी गति से ड्रिलिंग भार उठाना। अगर 50 से 150 के एनएएन तक वजन बढ़ता है और फिर तुरंत सामान्य लौटाता है, तो यह साबित होता है कि कोर टूट गया है। अगर 50 से 150 केएन तक वजन बढ़ता है और फिर सामान्य पर वापस नहीं आ जाता है, तो आपको ड्रिलिंग स्ट्रिंग को उठाना बंद करना चाहिए। कोर को पुल करने के लिए आगे बढ़ो और कोर टूटने तक चलने के लिए मिट्टी के प्रवाह की दर बढ़ जाती है।
2. यदि लटका वजन भारोत्तोलन ड्रिल स्ट्रिंग (संपीड़ित लंबाई से अधिक) के साथ नहीं बढ़ता, तो आपको तुरन्त तुरंत यात्रा करना चाहिए।
3. यदि एक पाइप को जोड़ा जाना चाहिए, तो कोर को तोड़कर ड्रिल स्ट्रिंग स्थिर रखने के लिए मोड़ो की पट्टी पिन डालें। एक एकल पाइप के बाद ड्रिल स्ट्रिंग से जुड़ा होता है, कम ड्रिल स्ट्रिंग धीरे-धीरे अच्छी तरह से नीचे पर जाती है। फिर कोर ग्रिपर में शेष कोर डालने के लिए ड्रिलिंग वजन पहले की तुलना में 10% ~ 50% अधिक बड़ा करें। ड्रिल स्ट्रिंग उठाने और वापस आने से पहले वजन लटका दें, टर्नप्लेट चलाएं और अनुशंसित पैरामीटरों पर धीरे-धीरे ड्रिलिंग वजन बढ़ाएं।
सेवा निर्देश
1. अगर या मंडल विधानसभा, अंदरूनी ट्यूब, ट्यूब के बाहर, स्टेबलाइज़र, कोरींग बीट और कनेक्शन थ्रेड देखें।
2. कुंडा विधानसभा, आंतरिक और कोर ग्रिपर आदि loosens या नहीं के कनेक्शन धागा की जाँच करें।
3. असर
• सुचारू होना चाहिए
• अक्षीय दिशा के साथ निकासी पांच मिलीमीटर से अधिक नहीं हो सकती।
4. सुरक्षा संयुक्त
• सीलिंग हे-अंगूठी की जांच करें और इसे क्षतिग्रस्त करें।
• पेंच धागा पर एंटीरस ग्रीस का उपयोग करने के बाद साफ किया जाना चाहिए।
5. स्टैबिलाइजर की मरम्मत की जानी चाहिए जब इसे पहना और फाड़ा जाता है जब तक ओडी की मात्रा थोड़ा सा ओडी से चार मिलीमीटर कम हो जाती है
6. काइरिंग टूल उपयोग के बाद साफ-साफ धोया जाना चाहिए। स्क्रू धागे पर एंटीरस ग्रीस फैलाएं। भागों और सहायक उपकरण बॉक्स में जगह हैं।
7. कोरींग टूल शिपिंग के दौरान रैम के साथ-साथ लोडिंग या अनलोडिंग की अनुमति नहीं दे सकता है और इसे उठाया जाना चाहिए और आसानी से रख दिया गया है।
आदेश देने पर, कृपया निर्दिष्ट करें:
1. विधानसभा की नाम और भाग संख्या
2. कोर का आकार
3. बाहरी बैरल के ओडी और आईडी
4. आंतरिक बैरल के ओडी और आईडी
5. स्टेबलाइजर्स के प्रकार और आकार
6. शीर्ष कनेक्शन
कोर बैरल निर्दिष्टीकरण कोर बैरल निर्दिष्टीकरण | ||||||||
4-3 / 4 'एक्स 2-5 / 8' | 6-3 / 4 'एक्स 4' | 8 'एक्स 5-1 / 4' | ||||||
कोर बैरल लंबाई | 30ft के गुणांक | 30ft के गुणांक | 30ft के गुणांक | |||||
बाहरी ट्यूब | 4-3 / 4 'एक्स 3-3 / 4' | 6-3 / 4 एक्स 5-3 / 8 ' | 8 'एक्स 6-5 / 8' | |||||
भीतरी नली | 3-3 / 8 'एक्स 2-7 / 8' | 4-3 / 4 'एक्स 4-1 / 4' | 6-1 / 4 'एक्स 5-1 / 2' | |||||
शीर्ष कनेक्शन * | 3-1 / 2 'यदि | 4-1 / 2 'यदि | 6-5 / 8 'आरईजी | |||||
उबा देना | 2-7 / 16 ' | 3-5 / 32 ' | 3-5 / 32 ' | |||||
इस्पात गेंद का आकार | 1.000 ' | 1.250 ' | 1.250 ' | |||||
कोर आकार आयुध डिपो | 2-5 / 8 ' | 4 ' | 5-1 / 4 ' | |||||
अनुशंसित होल आकार | 5-3 / 4 '~ 7' | 8 ~ 9 ' | 9 ~ 12-1 / 4 ' | |||||
वजन (सकल) आइबीएस | 1900 | 4350 | 5800 | |||||
अनुशंसित मैक्स। पुल | 292,000 | 571.000 | 663,000 | |||||
यील्ड टोक़ (फीट। आईबीएस।) | 22,100 | 55,300 | 64,900 | |||||
मेकअप टोक़ (फीट आईबीएस) | 10,000 | 30,000 | 40,000 | |||||
परिचालन मानक | ||||||||
WOB है (न्यूनतम / अधिकतम) | 4500 / 16,7000Ibs | 12,500 / 27,500Ibs | 20,000 / 40,000Ibs | |||||
आरपीएम (न्यूनतम / अधिकतम) | 40/350 (मोटर) | 40/400 (मोटर) | 40/250 (मोटर) | |||||
द्रव क्षमता (न्यूनतम / अधिकतम) | 100/210 जीपीएम | 200/450 जीपीएम | 390/450 जीपीएम | |||||
फाइबर की विशिष्टता इनर ट्यूब
वॉल्यूमिक मास (1000 किग्रा / एम 3) | थर्मल विस्तार का गुणांक (-108 / ℃) | हीट कंडक्शन गुणांक (डब्ल्यू / एम। ℃) | तन्य शक्ति (एमपीए) | कार्य तापमान (℃) |
1.9 | 7 | 0.3 | 420 | 150 |
बाहरी ट्यूब के नीचे थ्रेड
कोर बैरल | बाहरी ट्यूब | इंच प्रति थ्रेड्स | ए | बी | सी | डी | ए |
4-3 / 4 'एक्स 3-3 / 4' | 4-3 / 4 'एक्स 3-3 / 4' | 4TPI | 121 | 95 | 111.251 | 107.949 | 50.8 |
6-3 / 4 'एक्स 5-3 / 8' | 6-3 / 4 'एक्स 5-3 / 8' | 4TPI | 172 | 136.5 | 156.771 | 153.469 | 63.5 |
8 'एक्स 6-5 / 8' | 8 'एक्स 6-5 / 8' | 4TPI | 203 | 168 | 188.521 | 185.219 | 63.5 |
अधिक जानकारी के लिए कृपया संपर्क करें:
रॉस्न इंक
रोशेन ग्रुप लिमिटेड
रोशिन होल्डिंग्स लिमिटेड
स्काइप: रोस्सेन। ताल्लुक, रोशएन_जीआरयूयूपी
WeChat: + 86-137 6419 500 9; + 86-135 8585 53 9 0
व्हाट्सएप: + 86-137 6419 500 9; + 86-135 8585 53 9 0
ईमेल: roschen@roschen.com; roschen@roschen.net
वेबसाइट: http://www.roschen.com; http://www.roschen.net
http://www.roschen.cn; http://www.roschendrill.com
http://www.roschenmining.com; http://www.roschendrilling.com












